The Method of HDPE Electrofusion Welding
Electrofusion of HDPE pipe is a process where specialized electrofusion fittings are used to join two sections of HDPE pipe.
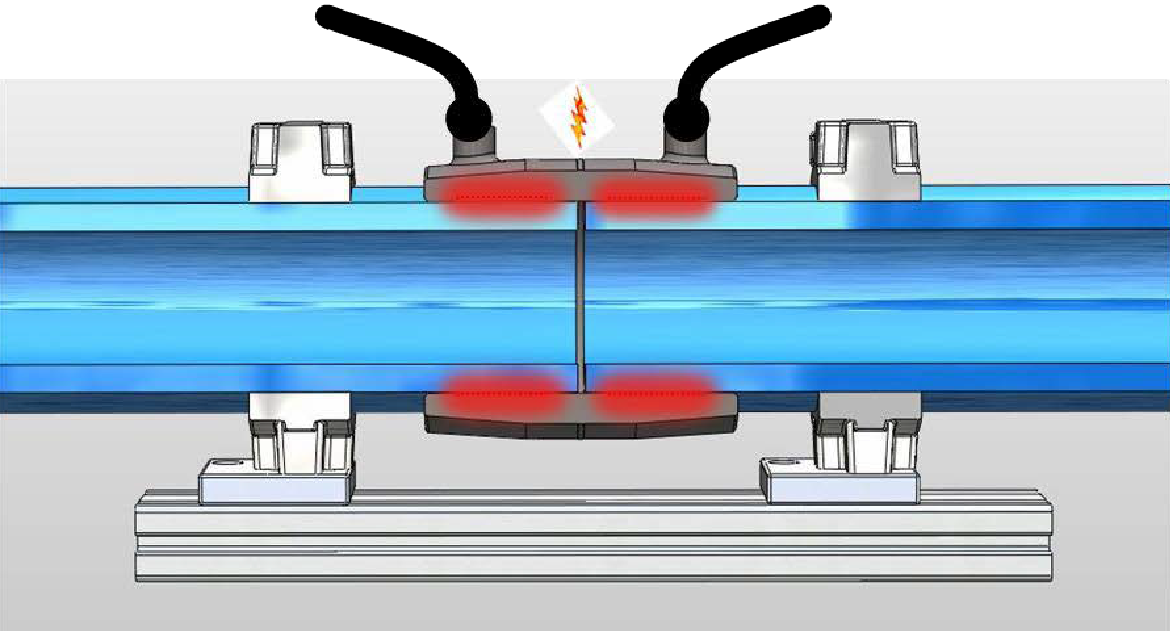
Electrofusion fittings are manufactured with a precision designed resistance wire heating coil mechanism built-in. A controlled electrical voltage is applied to the heating coil which in turn generated heat to melt the fitting and pipe surfaces. As the polyethylene surfaces melt they also expand in volume to close allowable gaps between the pipe and fitting. After the gaps are closed, the continuing melt expansion generates pressure within the heated zones. The expanding melt reaches "cold zones" within the fitting where the melt flow fronts cool and solidify thereby blocking any further melt movement or material escape. The heating process continues for a predetermined time so that the substantial pressure is reached through continued melt expansion in the contained melt pool of the pipe and fitting surfaces. Under pressure, the molten surfaces will join. Upon completion of the heating phase, the assembly is held stationary as the melted materials begin to immediately cool and co-crystallize into a single and solid monolithic structure between the pipe and fitting.
Equally as important as the heating phase of the fusion cycle, the cooling phase is a defined part of the electrofusion process. Because polyethylene is a thermoplastic, the material softens when heated and is therefore vulnerable to stresses from external forces such as the weight of the pipeline and bending forces from pipe curvature or misalignment while it is still hot. Fittings must be held stationary and in alignment during the fusion and cooling process by external clamps to protect against inadvertent disturbance of the molten PE until the assembly has cooled and regained its material strength. Once completely cooled the surfaces are permanently joined together and cannot be separated.